
Toto jsou 3 body pro vysokoteplotní formu s PPSU pryskyřicí
Jaké jsou výhody materiálu PPSU?
Krátkodobá teplotní odolnost plastu PPSU je až 220 stupňů a dlouhodobá teplota může dosáhnout 180 stupňů a odolá teplotnímu prostředí oleje 170-180 stupňů.Díly PPSU mají dobrou rozměrovou stabilitu a snesou horkou vodu/chladivo/topný olej.Díky této vynikající vlastnosti lze PPSU použít k výrobě vysoce kvalitních technických a vysoce zatěžovaných výrobků.Nyní se stává prvním materiálem, který nahrazuje kovy, keramiku a tvrdé polymery.
Plasty PPSU se stále více používají při přípravě a ohřívání teplých jídel, zejména pro vysokonapěťové komponenty, které musí mít vysokou rozměrovou stabilitu a dobré mechanické a dobré elektrické izolační vlastnosti, jakož i vysokou odolnost proti tepelnému stárnutí, vynikající odolnost proti ohni a dobrou odolnost proti chemické korozi a hydrolýzu.
Díky tomu se stává důležitým materiálem v široké škále aplikací v průmyslových odvětvích, jako je letecký průmysl, elektrické a elektronické součástky, automobilový průmysl a doprava.
Jak provést kontrolu teploty pro lisování PPSU?
Stejně jako u jiných technických termoplastů vyžaduje stabilní výroba vysoce kvalitních lisovaných dílů přesné řízení teploty vysokoteplotní vstřikovací formy.Voda i olej mohou stabilně regulovat teplotu formy mezi 140 a 190 stupni.Pokud je zařízení pro regulaci teploty dobře navrženo, lze jako médium pro regulaci teploty použít vodu o teplotě asi 200 stupňů.V určitých případech lze použít i elektronickou regulaci teploty.Před vstřikováním by měl být materiál PPSU vysušen, doporučujeme sušit materiál při teplotě 150-160 stupňů po dobu 3-6 hodin.Váleček vstřikovacího stroje by měl být dostatečně vyčištěn.A teplota vstřikování se doporučuje řídit kolem 360-390 stupňů.
Jak vyrobit vysokoteplotní vstřikovací formy pro materiál PPSU?
Vstřikovací forma pro materiál PPSU musí být schopna odolat relativně vysokým teplotám jako vysokoteplotní lisovací nástroj.Kromě přijetí rozumného mechanického designu a výběru vhodných materiálů forem by měly být také použity žáruvzdorné a tlakově odolné hadice k optimalizaci konstrukce chladicích kanálů, těsnění a konektorů.
Designové body:
1. Výběr a úprava oceli: a).Teplota formy by měla být založena na 140 až 150 stupních a při sériové výrobě je třeba zvážit životnost formy.b).Celkové tepelné zpracování formy je 60-65 HRC.C).Ošetření galvanickým pokovováním může zvýšit životnost výlisku.
2. Tvar běhounu: vhodný je kulatý nebo lichoběžníkový.Vyžaduje se také studená studna.
3. Typy bran: Pin point gate, tab gate, disk gate, paprsková brána, boční brána, přímá brána a vedlejší brána.
4. Odvětrání plynu: Odvzdušnění je velmi důležité pro formu materiálu PPSU.Nedostatečné odvětrání způsobí spálení, změnu barvy a drsný povrch a tak dále.Plynový průduch je normálně 0,015~0,2 mm vysoký a přes 2 mm široký.
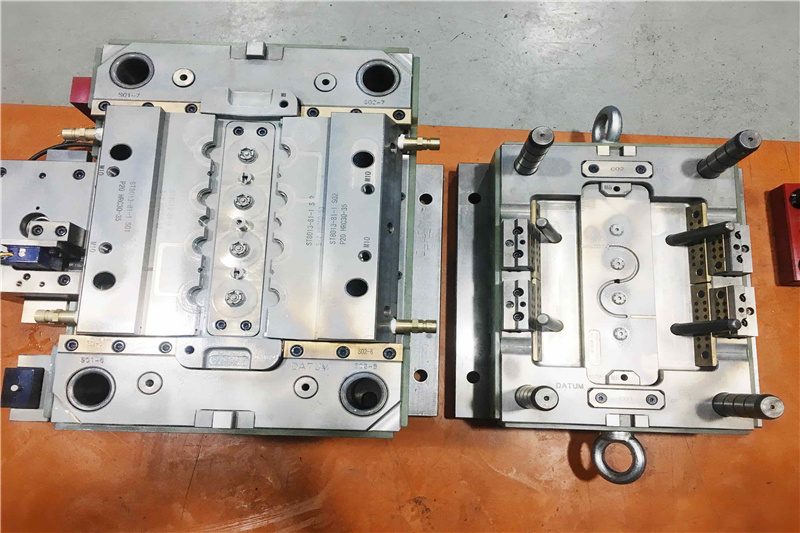
Suntime Precision Mold má bohaté zkušenosti s výrobou plastových vstřikovacích forem pro vysokoteplotní formy pro materiály jako PPSU a PEEK.Zákazníci jsou velmi spokojeni s naší vysokou kvalitou a rychlou dodací lhůtou.Níže uvedená fotografie je jedna z vysokoteplotních forem, které jsme vyrobili pro plnění a montáž dílů.Jedná se o 4dutinovou samoodšroubovací formu.Další informace o tomto druhu forem naleznete v naší případové studii na webu:https://www.suntimemould.com/auto-unscrewing-plastic-injection-mould-with-ppsu-material-high-temperature-mold-product/
Čas odeslání: 18. prosince 2021





